

以下是:衡水市桃城区焊管-欢迎来厂考察的产品参数
范围 焊管-供应范围覆盖河北省 衡水市 桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区、深州市等区域。 【天鑫达】业务覆盖多领域场景,主营枣强H型钢厂家经久耐用、安平H型钢厂家厂家现货供应、景县H型钢厂家一致好评产品、冀州H型钢厂家种类多质量好、深州H型钢厂家联系厂家等产品服务。焊管-欢迎来厂考察_天鑫达特钢有限责任公司(桃城区分公司),联系人:杨经理,钢材市场 发货到 河北省 衡水市 桃城区、枣强县、武邑县、武强县、饶阳县、安平县、故城县、景县、阜城县、冀州区、深州市。 河北省,衡水市,桃城区 衡水火车站
以下的焊管-欢迎来厂考察视频将带您深入了解产品的每一个细节,让您对其优点和特点一目了然。几十秒就能了解产品魅力。
以下是:衡水桃城焊管-欢迎来厂考察的图文介绍产品特点图
用途编辑
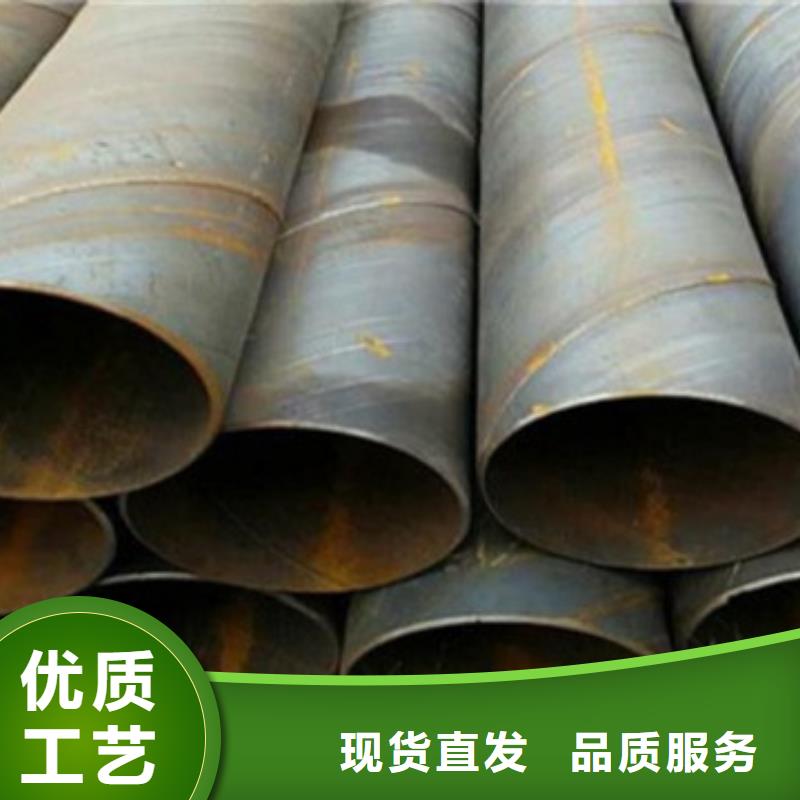
直缝钢管在国内主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设。
作液体输送用:给水、排水。
作气体输送用:煤气、蒸气、液化石油气。
作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。 [3] 高频焊管其特点是:焊接速度大,焊接热影响区小,焊接对工件可以不清理,可焊薄壁管,可焊金属管。基本介绍编辑
电晶体(固态)
全自动高焊焊管机设备
设备标牌
电晶体高频机它以节能环保.使用.寿命长.焊接品质优良等优点,深受制管,等工业的信赖,更是焊管高频的换代产品, 它也是中国高频市场的一大变革.生产流程编辑
生产工艺流程主要取决于产品品种,从原料到成品需要经过一系列工序,完成这些工艺过程需要相应的各种机械设备和焊接、电气控制、检测装置,这些设备和装置按照不同的工艺流程要求有多种合理布置,高频焊管典型流程:纵剪―开卷―带钢矫平―头尾剪切―带钢对焊―活套储料―成型―焊接―毛刺―定径―探伤―飞切―初检―钢管矫直―管段加工―水压试验―探伤检测―打印和涂层―成品。高频焊管质量影响
编辑
高频焊管生产中操作对焊接质量的影响
1 输入热量?
因为焊接工艺的主要参数之一,即焊接电流(或焊接温度)难以测量,所以用输入热量来代替,而输入热量又可用振荡器输出功率来表示:
N = Ep·Ip
式中 N——输出功率,kW;
??Ep——屏压,kV;
??Ip——屏流,A〔1〕?。
当振荡器、感应器和阻抗器确定后,振荡管槽路、输出变压器、感应器的效率也就确定了,输入功率的变化同输入热量的变化大致是成比例的。
当输入热量不足时,被加热边缘达不到焊接温度,仍保持固态组织而焊不上,形成焊合裂缝;当输入热量大时,被加热边缘超过焊接温度易产生过热,甚至过烧,受力后产生开裂;当输入热量过大时,焊接温度过高,使焊缝击穿,造成熔化金属飞溅,形成孔洞。熔化焊接温度一般在1350~1400℃为宜。
生产流程
适用范围
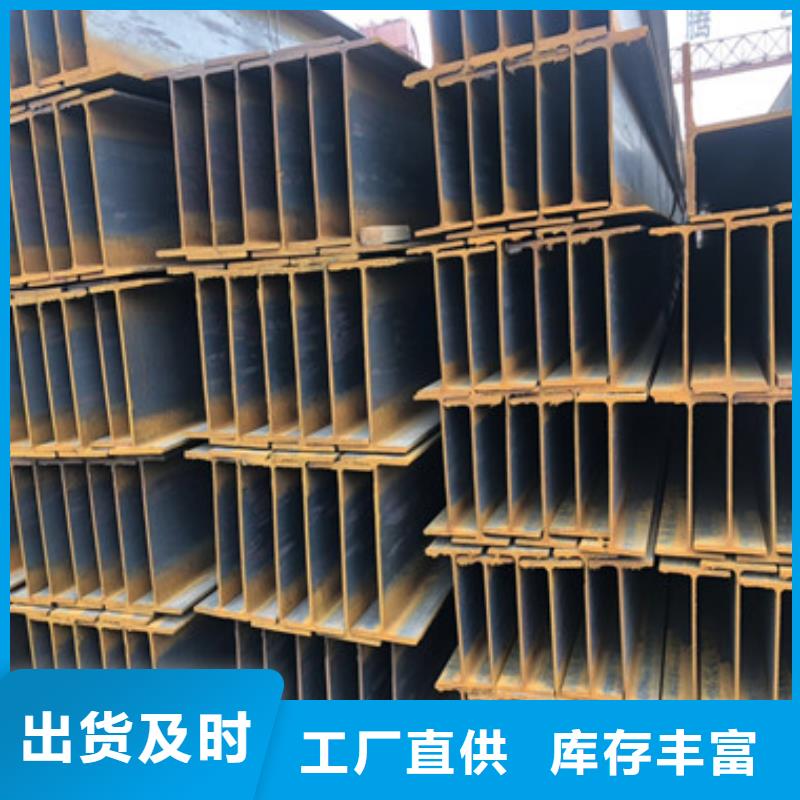
衡水桃城山东天鑫达特钢有限责任公司是一家集 H型钢厂家的研究、制造和销售为一体的股份制企业。我公司拥有一批专业的科技人才和技术人员,有丰厚的物质资源和人力资源,同时我公司又引进了一批高级管理人才和技术人才,使管理体系得到进一步完善,同时也加快了对新 H型钢厂家产品的开发和研制,增强了公司的整体实力,提高了我们公司的市场竞争力。
为什么选择我们
感应器及阻抗器的放置位置
5.1感应器的放置位置
?感应器的放置位置(距挤压辊中心线的距离)对焊接质量影响很大。距挤压辊中心线较远时,有效加热时间长,热影响区宽,使焊缝强度降低;反之边缘加热不足,也使焊缝强度降低。感应器应与管同心放置,其前端与挤压辊中心线距离大约等于或小于管径(小管是1.5倍的管径)为状态。
5.2 阻抗器的放置位置
阻抗器(磁棒)的放置位置不但对焊接速度有很大影响,而且对焊接质量也有影响。如图2所示[2]。
6 管坯的几何尺寸及形状要求6.1焊管坯的几何尺寸
管坯的宽度和厚度偏差大,会改变边缘的加热温度和挤压量,合格的产品必须要求管坯的宽度和厚度在公差范围之内。
6.2管坯形状及相接形式
如果管坯边缘存在挠曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型中心,造成带钢两边弯曲。轧辊调整不良也会造成带钢跑偏或管坯扭曲等缺陷,造成影响焊接质量或根本无法焊接的后果。
管坯两端焊接时要求两端全部厚度相接,管坯两边缘不但要平直而且要平行。纵剪带钢时圆盘剪刃间隙过大或刀刃磨损严重造成带钢边缘毛刺过大,也易产生焊接后裂纹。
选购焊管-欢迎来厂考察来衡水市桃城区找天鑫达特钢有限责任公司(桃城区分公司),我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:杨经理-【18853178958】,地址:[钢材市场]。








